Making a guitar neck
After selecting the wood for the neck of the guitar (maple, walnut, mahogany) based on pre-cut template, or dimensions with the design, convey a sketch on wood. As I described earlier wood should be dry, flat, without bumps and cracks. In this post I will describe the gates of the Fender Stratocaster Style and Style for Gibson.
Fender guitars have a neck with a so called flat headstock
While Gibson style guitars have neck with angled (angle) headstock

Due to such a construction door should take into account the length and thickness of the wood pieces for the neck. So for a flat headstock dimension pieces for the neck should be 650 x 120 x 30 mm ..
Such a cut piece will be called. "maple neck."
These dimensions are only valid if the truss rod rod to be inserted under the door. If you will use the truss rod rod below the fingerboard, then it will be a piece of cutting dimensions 650 x 120 x 22 mm. This is because the fingerboard will be especially glued to the neck, and its thickness will be 4-6 mm.
On such a cut piece of wood is taken up with a sketch or draft template on a piece that will be cut . Best crop band saw.
But since it is such a machine builders unavailable amateurs , can be cut with the jigsaw . Jigsaw has to be high quality , or at least good quality blades ,
Otherwise, it happens that saw crops , and will at the lower end piece that is cut out to be the correct dimensions . Crop should be at least 3-5 mm outside dimension for later fine processing .
When the neck is cut into rough form , the following operation is cutting channels for the truss rod . The channel is cut from the bottom, if we have a common "one way " truss rod " , or from above if the "two
way " bar or " martin style " .
After inserting the rod in the neck , and it must be done so that the rod does not " Luft " , that is, can not move in either direction , otherwise , its activity will not be effective .
Rod should be closed " Kyle " or closely cut a piece of hardwood that will be glued firmly pair well with your neck .
Vart cut into rough , so " beyond measure ." Below are the top of the crop " thinning " headstock approximately 16 mm ( roughly ) .
For processed so that the neck thinned the headstock , drill the holes for the tuners ( tuners ) . Fender guitars that I describe here , the holes for the tuners are drilled at a distance of 1 " (25.4 mm ) , with a diameter of 10 mm . Headstock final thickness is 14-15 mm ..
The front side of the neck ( fingerboard ) should ideally leveled so he could slice up " radius " . Radius of neck is actually curved portion grips on a particular measure . If we say that the radius of the neck 12 " it means that it is part of the circle of diameter 12 " (25.4 cm), and the neck is just a cut segment . Thus , if the radius is larger necks , the curvature of the door will be lower and vice versa .
The figure is indeed so . " compond radius " , which means that the larger the radius of the door as the distance between the lower threshold . Most often operate neck with fixed radius
 ,
,
After inserting the rods derivative claims , and the thinning of the headstock , exceeding the finish of neck on the lower side , Despite mechanization and various machines , it is almost impossible without a CNC machine to make the neck to the end . This is where the " hand made" , ie handiwork . Neck by labels that are made in the neck , gradually tapering , according to the form that was given before .
This is the most critical situation because if too much " scratch " in the tree , there is no return or repair . because this is the most critical part . Usually this operation is performed using a file , and it very cautiously and gradually .
After a rough rasp works , more finalizing or glass , or sandpaper . This is where the experience and precision .
This post refers to a straight headstock of the guitar such as Fender , and some others, while the Gibson guitar neck is made significantly different and in a different way .

Headstock that door is tilted about 13 degrees to the rest of the neck , so the material for the construction of different compared to the above.

Ideal would be that the neck is made from one piece of wood , but this is often not practical or possible . Then comes into consideration only gluing the headstock .

In the illustration above , it is evident a way to come up with angle headstock " headstock angle neck "

Everything else in the construction of the same is more or less as described above .
The neck finish gradually with all the finer sandpaper until the final in 1000 ( number of grade sandpaper )
Fingerboard regardless of whether it is bonded or " one piece maple " , after sanding block radius and dimensioned according to the final measures , is ready for threading slots " channels " for thresholds .
This deal is also very critical , because it is 1/10 millimeters . If it is a standard scale used by Fender , then the scale of the neck first be accurately dimensioned .
There's a site where there ONLINE Fret Calculator
http://buildyourguitar.com/resources/fretcalc/jscrptclc.htm
Before cutting out slots in the neck to put INLAY DOTS ( the point on the field ) . Ideally, the color or contrasting points of the inverse of the fingerboard


Thus, the length of 25.5 inches ( inches ) , respectively 647 , 78 mm will be distributed by the NUT to the Bridge. Since the notch for the NUT was previously defined and labeled , starting slots for measurement thresholds .
This will be the first threshold away from the NUT 's EXACTLY 36.48 mm and the last 21 threshold will be the NUT 's EXACTLY 456.75 mm .
Especially important was the distance 12 threshold that must be exactly half of the scale , then the NUT to 12 threshold distance is 323.9 mm .
It is understood that the distances between the thresholds correct , otherwise it will not get the correct intonation at higher frequencies .
Threading slots ( slots ) for thresholds is a delicate operation that requires experience , knowledge , tools and patience . It is ideal for such cutting that there is a fine length of 20 cm and thickness of sheet 0.20 to 0.25 mm . Saw must have very small teeth ( 15-20 teeth per inch) . It is also advisable to drink a stop to the depth of cut to the grooves were equally profound .
Thresholds cuts the length of the neck width and 3 mm. The thresholds are slightly Punch in on only one side of the neck so that they are held. After all loaded neck sill is inserted into the mold to press.
It is not recommended that the thresholds had flown even if the rubber or wooden hammer, because it disrupts by driving radius threshold. The press, which has a section that is injected into the slot threshold helps to thresholds injection into deep notch equally and with the same pressure.
The excess of the thresholds from the side of neck is being cut frontal very sharp and thin pliers, a finely honed scalpel and stone grinding wheels. Sharp edges are lightly frontal hone fine fingernail files from time to protect the fingerboard taped against damage.
Neck after injection thresholds by thresholds sanded surface and leveled to the same height, and polished with fine sponges and toothpaste to shine.
Fender guitars have a neck with a so called flat headstock
While Gibson style guitars have neck with angled (angle) headstock
Due to such a construction door should take into account the length and thickness of the wood pieces for the neck. So for a flat headstock dimension pieces for the neck should be 650 x 120 x 30 mm ..
Such a cut piece will be called. "maple neck."
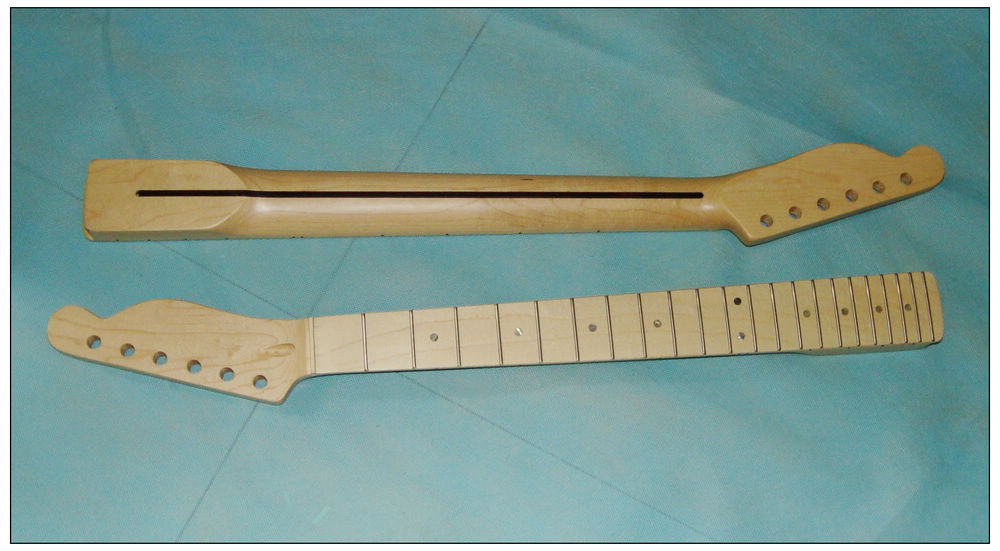 |
| Telecaster style neck (maple) |
 |
| Telecaster style neck (rosewood) |
But since it is such a machine builders unavailable amateurs , can be cut with the jigsaw . Jigsaw has to be high quality , or at least good quality blades ,
 |
| Professional jigsaw |
When the neck is cut into rough form , the following operation is cutting channels for the truss rod . The channel is cut from the bottom, if we have a common "one way " truss rod " , or from above if the "two
way " bar or " martin style " .
 |
| One way trus tod |
Rod should be closed " Kyle " or closely cut a piece of hardwood that will be glued firmly pair well with your neck .
Vart cut into rough , so " beyond measure ." Below are the top of the crop " thinning " headstock approximately 16 mm ( roughly ) .
For processed so that the neck thinned the headstock , drill the holes for the tuners ( tuners ) . Fender guitars that I describe here , the holes for the tuners are drilled at a distance of 1 " (25.4 mm ) , with a diameter of 10 mm . Headstock final thickness is 14-15 mm ..
The front side of the neck ( fingerboard ) should ideally leveled so he could slice up " radius " . Radius of neck is actually curved portion grips on a particular measure . If we say that the radius of the neck 12 " it means that it is part of the circle of diameter 12 " (25.4 cm), and the neck is just a cut segment . Thus , if the radius is larger necks , the curvature of the door will be lower and vice versa .
 |
| Compound radius of neck |
,After inserting the rods derivative claims , and the thinning of the headstock , exceeding the finish of neck on the lower side , Despite mechanization and various machines , it is almost impossible without a CNC machine to make the neck to the end . This is where the " hand made" , ie handiwork . Neck by labels that are made in the neck , gradually tapering , according to the form that was given before .
This is the most critical situation because if too much " scratch " in the tree , there is no return or repair . because this is the most critical part . Usually this operation is performed using a file , and it very cautiously and gradually .
After a rough rasp works , more finalizing or glass , or sandpaper . This is where the experience and precision .
This post refers to a straight headstock of the guitar such as Fender , and some others, while the Gibson guitar neck is made significantly different and in a different way .
Headstock that door is tilted about 13 degrees to the rest of the neck , so the material for the construction of different compared to the above.
Ideal would be that the neck is made from one piece of wood , but this is often not practical or possible . Then comes into consideration only gluing the headstock .
In the illustration above , it is evident a way to come up with angle headstock " headstock angle neck "
Everything else in the construction of the same is more or less as described above .
The neck finish gradually with all the finer sandpaper until the final in 1000 ( number of grade sandpaper )
Fingerboard regardless of whether it is bonded or " one piece maple " , after sanding block radius and dimensioned according to the final measures , is ready for threading slots " channels " for thresholds .
This deal is also very critical , because it is 1/10 millimeters . If it is a standard scale used by Fender , then the scale of the neck first be accurately dimensioned .
There's a site where there ONLINE Fret Calculator
http://buildyourguitar.com/resources/fretcalc/jscrptclc.htm
Before cutting out slots in the neck to put INLAY DOTS ( the point on the field ) . Ideally, the color or contrasting points of the inverse of the fingerboard
Thus, the length of 25.5 inches ( inches ) , respectively 647 , 78 mm will be distributed by the NUT to the Bridge. Since the notch for the NUT was previously defined and labeled , starting slots for measurement thresholds .
This will be the first threshold away from the NUT 's EXACTLY 36.48 mm and the last 21 threshold will be the NUT 's EXACTLY 456.75 mm .
Especially important was the distance 12 threshold that must be exactly half of the scale , then the NUT to 12 threshold distance is 323.9 mm .
It is understood that the distances between the thresholds correct , otherwise it will not get the correct intonation at higher frequencies .
Threading slots ( slots ) for thresholds is a delicate operation that requires experience , knowledge , tools and patience . It is ideal for such cutting that there is a fine length of 20 cm and thickness of sheet 0.20 to 0.25 mm . Saw must have very small teeth ( 15-20 teeth per inch) . It is also advisable to drink a stop to the depth of cut to the grooves were equally profound .
Thresholds cuts the length of the neck width and 3 mm. The thresholds are slightly Punch in on only one side of the neck so that they are held. After all loaded neck sill is inserted into the mold to press.
It is not recommended that the thresholds had flown even if the rubber or wooden hammer, because it disrupts by driving radius threshold. The press, which has a section that is injected into the slot threshold helps to thresholds injection into deep notch equally and with the same pressure.
The excess of the thresholds from the side of neck is being cut frontal very sharp and thin pliers, a finely honed scalpel and stone grinding wheels. Sharp edges are lightly frontal hone fine fingernail files from time to protect the fingerboard taped against damage.
Neck after injection thresholds by thresholds sanded surface and leveled to the same height, and polished with fine sponges and toothpaste to shine.


Primjedbe
Objavi komentar